by Erik Sutton and Aaron Gilles
Factory Acceptance Testing (FAT) is a more in depth process than you may realize. This article covers the importance of FATs, as well as the ins and outs of a Factory Acceptance Testing Facility. Continue reading to learn more about how an exceptional FAT benefits the raw material handling equipment that makes up your manufacturing process.
What is a Factory Acceptance Test (FAT)?
A Factory Acceptance Test (FAT) is a process in which a manufacturer tests a machine or system before it is delivered to the customer. This process is done to ensure everything has been made and is working properly and all of the customer’s requirements are met.
Why Do a Factory Acceptance Test?
There is value to performing a Factory Acceptance Test for the customer. An FAT has many benefits that can significantly improve the overall success of a project. Performing a thorough test in a controlled environment helps detect any potential hazard with the equipment. This improves safety and reliability. A FAT equipment qualification also ensures that the equipment meets the specified requirements and functions before the equipment is shipped. This step helps in identifying and correcting any issues before installation. This reduces the risk of delays and further costs.
The purpose of factory acceptance testing is to promote better communication and collaboration between the manufacturer and the client. Factory Acceptance Test (FAT) provides an opportunity for both parties to understand the system’s operation and performance, leading to enhanced trust and satisfaction.
Lastly, it can result in cost savings. Early detection and resolution of issues means fewer on-site modifications and less downtime. This ultimately contributes to more efficient and economical project execution. Overall, factory acceptance testing is a critical step in ensuring quality, safety, and efficiency in industrial projects.
What is a Factory Acceptance Testing Facility?
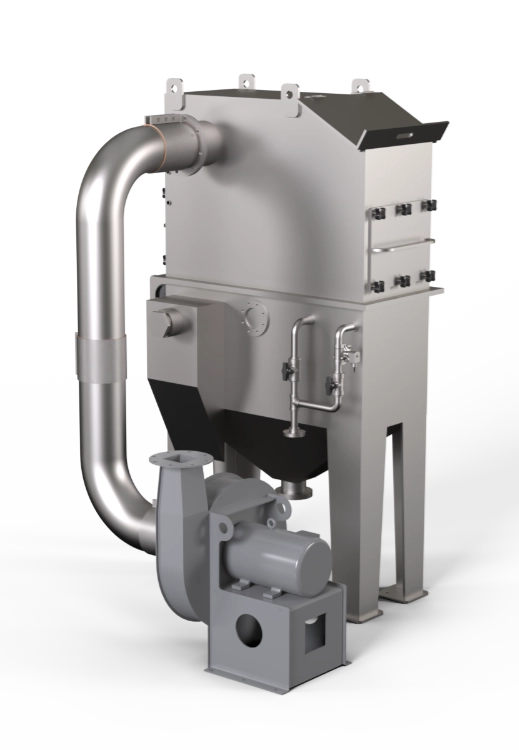
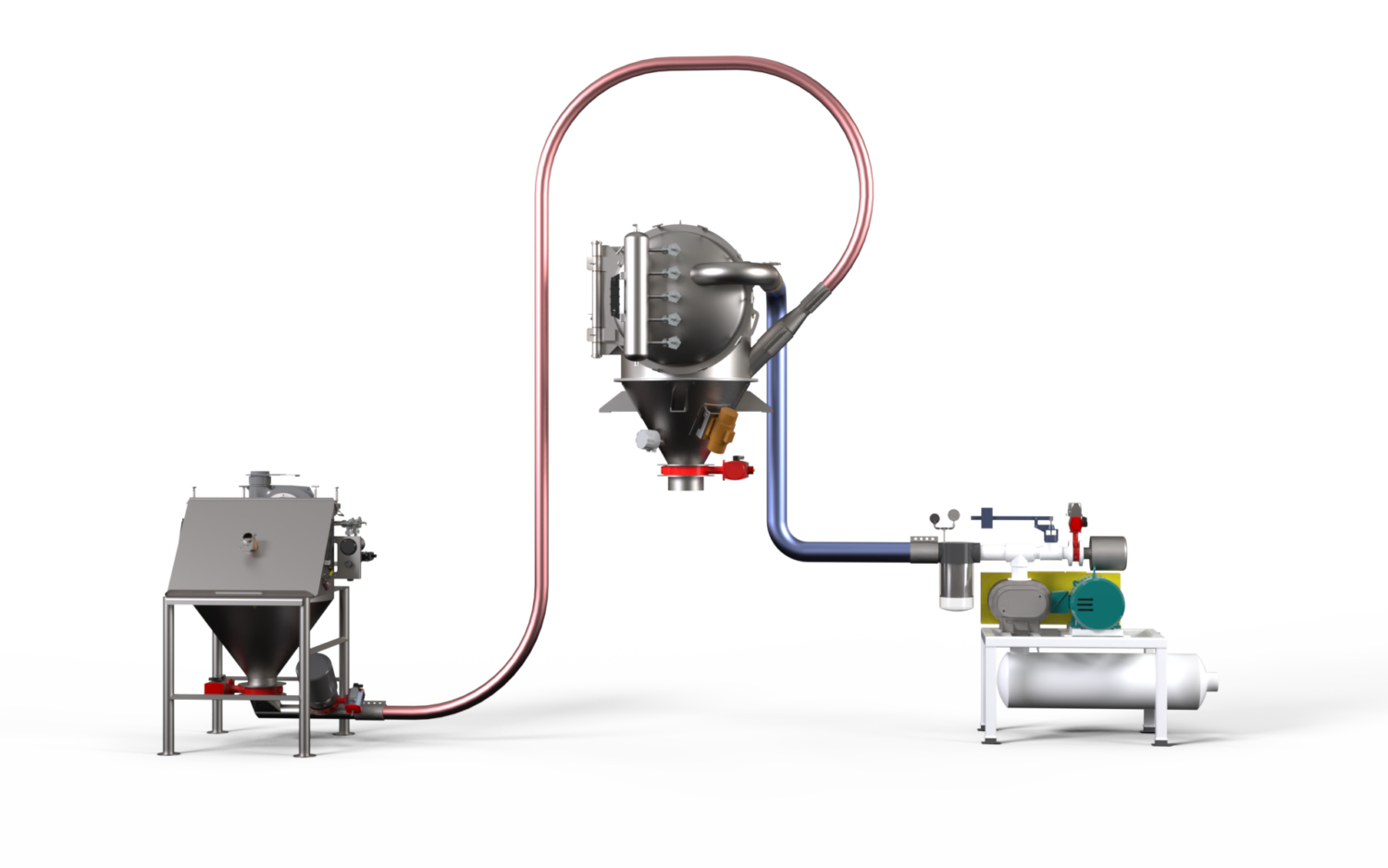
A well-designed FAT testing facility hosts an array of equipment, processes, systems and services, all specifically designed to ensure the highest standards of quality and performance. HaF Equipment offers a testing facility for customers to visit and utilize. Their engineers and technicians are working, researching, and enhancing the testing facility on a daily basis. Safety protocols are strictly adhered to, ensuring that every product leaving the facility meets stringent industry regulations. Each HaF team member plays a crucial role in maintaining the integrity and reliability of the equipment and material being tested. Some examples of equipment HaF designs and supplies to its customers include:
- Filter receivers
- Robotics
- BBU
- Pneumatic Blenders
- Dense-Phase Transporter
- Bag Break Station
- Bulk Bag Filler
- Screw Feeder
- Wet Dust Collector
- Navigator
HaF Can Help!
Organizing and executing FATs is one of the many services HaF can provide to support its customers and help execute projects to grow their businesses. CONTACT US to learn more about how HaF can support you.
HaF Equipment is a raw ingredient and material handling equipment manufacturer whose systems are designed to focus on partner success and excellence across various verticals and applications, from the food industry to pharmaceuticals and plastics to tires and rubber. HaF is a USA-based company supporting businesses worldwide. We are committed to our customers’ success through service with integrity and purpose. Factory Acceptance Testing helps bring an added benefit to their success.
ABOUT THE AUTHORS
Erik Sutton
Erik Sutton has been a Design Engineer for HaF Equipment for over one year. He received his degree in mechanical engineering.
Aaron Gilles
Aaron Gilles has been with HaF Equipment for two years. He is the Shipping and Receiving Specialist.