by Mitch Lund
In the fiercely competitive food manufacturing industry, maintaining the status quo is a recipe for stagnation and ultimately loss of market share and future profitability. Operational leaders, from Plant VPs to Directors of Innovation, understand that process efficiency is directly proportional to bottom-line profitability and market responsiveness. For too long, the blending operation, a critical stage in food processing, has been overlooked.
Today’s industry leaders recognize that transformative solutions are required to overcome constraints such as difficult-to-clean equipment and inflexibility. Therefore, high-speed pneumatic blending with integrated liquid-addition capability is a critical technology to know about. This is not merely an equipment upgrade; it is a strategic investment in speed, sanitation, and the forward-looking of food processing operations and product capabilities.
Pneumatic Blending A Strategic Advantage and The Operational Imperative: From Bottleneck to Competitive Edge
At HaFSBX, our work with leading specialty food producers across the globe consistently highlights four operational constraints that outdated mechanical blenders impose:
Crippling Downtime and Sanitation Risk: Traditional equipment is plagued by “dead spots” and complex internal agitators, which make thorough cleaning time-consuming and create a persistent, high-risk sanitation environment.
Capacity Cap: Slow blending and lengthy changeover cycles directly limit overall throughput, artificially capping production capacity and profitability.
Stalled Innovation: The inability to seamlessly incorporate liquid ingredients such as oils or flavor extracts without a separate process step impedes the rapid development and launch of new product lines.
Scalability and Consistency: Potential inconsistent blend-quality and lack of global compliance complicate multi-site expansion and threaten brand standards.
The Strategic Solution: Pneumatic Blending Innovation
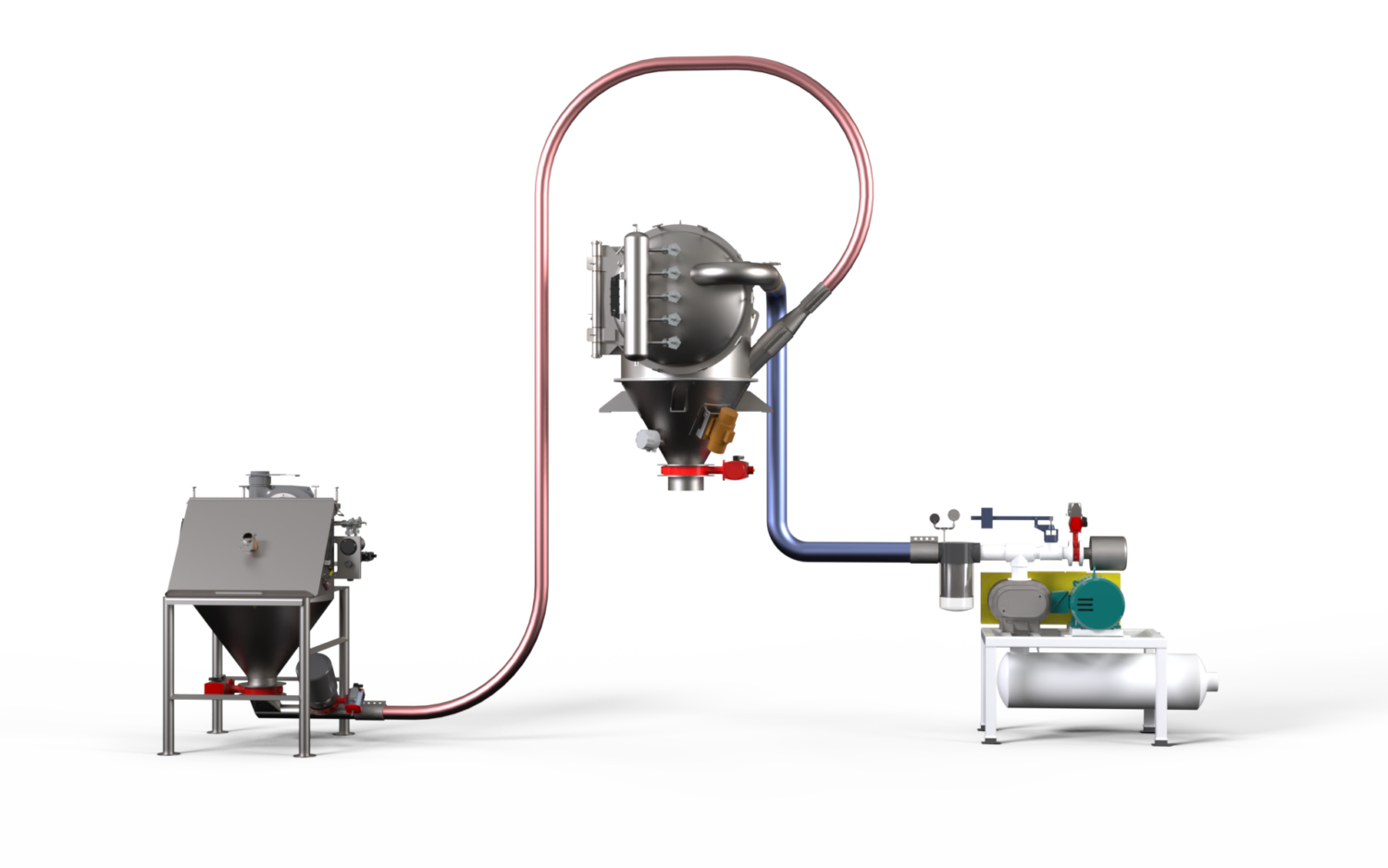
The next-generation solution is a Pneumatic Blender Assembly engineered for the realities of modern food production. By leveraging compressed air for mixing, this pneumatic blending system eliminates the root causes of limitation of the old process.

|
Engineering Highlight
|
Business Impact for Decision-Makers
|
|---|---|
|
No Moving Internal Parts & Smooth Surfaces
|
Massive Risk Reduction & Increases Efficiency: Eliminates dead spots, maximizing sanitation effectiveness and cutting cleaning/changeover time by up to 50%.
|
|
Fluidized Blending Technology
|
Accelerated ROI: Achieves rapid, homogeneous mixing in approximately half the time of traditional mechanical mixers (e.g., reducing an eight-minute cycle to four minutes).
|
|
Integrated Liquid Injection
|
Future-Proofing Your Portfolio: Custom nozzles atomize liquids directly into the airstream, enabling immediate innovation for complex, oil-based, or flavored recipes.
|
|
Sealed System with Integrated Bin Vent
|
Compliance & Cleanliness: Allows for pressure or vacuum conveyance directly into the vessel, maintaining a fully sealed, clean environment and simplifying material handling.
|
|
Comprehensive Explosion Mitigation
|
Regulatory Standards: Our engineered solutions can adapt to codes and regulations based on the project location. HaFSBX can support you on a comprehensive Dust Hazard Analysis (DHA), including recommended precautions like chemical suppression and flameless venting for fine, combustible powders.
|
Specific benefits are unique for every customer and product. Tests can be conducted at HaFSBX to determine the benefits for applications.
Quantifiable Results: Strategic Actions for Competitive Advantage
For one global specialty food producer, the transition to HaFSBX’s pneumatic blending system yielded immediate, quantifiable, and strategic advantages:
Cycle Speed: Maximized production output by reducing blend times by up to 50%.
Sanitation & Downtime: Drastically improved sanitation and accelerated changeovers, directly reducing high-risk environments and costly operational downtime.
Flexibility & Innovation: Expanded flexibility to the product portfolio by enabling seamless liquid ingredient addition, directly supporting the launch of new, complex recipes.
Brand Integrity: Delivered consistent, excellent blend-quality across all recipes, upholding brand standards globally.
This strategic investment allowed them to move their operations beyond mere regulatory compliance and into a position for unprecedented speed, cleanliness, and long-term competitive flexibility.
To explore how pneumatic blending can specifically transform your facility’s blending process and secure a competitive advantage, contact the engineering specialists at HaFSBX for a consultation.
About HaFSBX
HaFSBX designs turnkey systems for projects of all sizes. Our team understands our customers’ concerns and takes the time to listen, develop a plan, and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing the details of your next project, contact us today to discuss your next project and how our team can help.
About The Author – Mitch Lund
Mitch has been with HaF Equipment for more than 4 years and leads business development for HaFSBX in the baking and snack sectors. He has been in ingredient handling for 14 years and can be found at many of the industry trade associations HaF actively supports, including ABA, BEMA, and ASB. Mitch is a graduate of the University of Minnesota’s Chemical Engineering program and is passionate about helping customers grow and improve their businesses.