HaF Equipment, a Minnesota-based company with over 30 years in bulk material and dry ingredient handling, is thrilled to announce its acquisition of Semi-Bulk Systems, a St. Louis company specializing in wet ingredient mixing. This union brings together HaF’s expertise in dry ingredient handling and Semi-Bulk’s wet mixing solutions, offering an expanded range of services under one roof.
The decision to merge comes after years of collaboration between the two companies, during which customers frequently requested a provider that could handle both dry and wet processes. Now, HaF and Semi-Bulk will combine their strengths to meet this demand, reinforcing their leadership in bulk ingredient handling.
“We’ve seen firsthand the quality of Semi-Bulk’s technology, and we’re excited to be joining forces,” said Erik Johnson, President of HaF Equipment. The transaction was completed on October 28, 2024, and the integration will take effect immediately. Under the agreement, HaF Equipment acquired substantially all of the assets of Semi-Bulk Systems.
With this acquisition, HaF’s dedication to a team-driven, customer-first approach will continue to thrive. “Our values and commitment to customer satisfaction remain as strong as ever,” said Jared Beaupre, V.P. of Operations at HaF Equipment.
This expanded team brings both companies’ products together, enhancing the options available to customers and expanding HaF’s reach to the St. Louis area. “Joining with HaF allows us to bring even more to our customers,” said Ron Bentley of Semi-Bulk Systems, emphasizing their shared focus on bulk ingredient handling innovation.
Michael Thiel, V.P. of Sales and Marketing at HaF, summed up the sentiment: “We’re excited to unite dry and wet ingredient processing under one umbrella and to continue supporting our customers as we look to the future.”
For HaF Equipment and Semi-Bulk Systems, this partnership marks the beginning of a new chapter in serving the bulk ingredient handling industry.
For inquiries or more information, contact: Erik Johnson, President HaF Equipment sales@hafequipment.com (651) 653-5098
Working with an experienced open and closed loop control systems team provides valuable insights into the intricacies of designing and implementing systems control. At HaF Equipment, our specialists possess comprehensive knowledge across a wide range of control systems, from basic open-loop configurations to intricate closed-loop setups. This extensive expertise enables us to effectively address the varied requirements of clients across multiple sectors.
Understanding Open and Closed Loop Feedback Systems
Control systems are essential mechanisms that manage, command, direct, or regulate the behavior of other devices or systems. Whether it’s a household appliance or a sophisticated industrial process, if there’s an input, a process, and an output, it can be classified as a control system.
Open-Loop Control Systems: An open-loop control system operates without feedback, meaning the output does not influence the input. The system functions based solely on the initial settings, making it straightforward and cost-effective. A common example is a basic sprinkler system that operates on a timer.
Advantages:
Simplicity: Simple construction and design.
Low-Cost: Economical compared to closed-loop systems.
Easy Maintenance: Less time-consuming and less expensive to maintain.
No Measurement Needed: Ideal for situations where output measurement is difficult or unnecessary.
Disadvantages:
Limited Disruption Handling: Limited capability to adapt to disturbances.
Limited Applications:These systems are less suitable for complex or dynamic processes where adaptability is crucial.
Inflexibility: Cannot self-correct or recover from changing conditions.
Inaccuracy: Without feedback, it struggles to reflect actual outcomes accurately.
Closed-Loop Control Systems: In contrast, a closed-loop control system uses feedback to regulate its operations, automatically adjusting to maintain a desired state or set point. An example would be a sprinkler system that adjusts based on soil moisture levels.
Advantages:
Accuracy and Precision: Continuous feedback ensures higher accuracy.
Stability: Better adaptation to disturbances, leading to more stable performance.
Control and Flexibility: Dynamically adjusts to optimize performance under various conditions.
Reduced Sensitivity: Less affected by parameter variations, ensuring consistent performance.
Fault Detection: Integrates fault detection for proactive maintenance.
Adaptive Capabilities: Can self-adjust over time to improve performance.
Energy Efficiency: Optimizes energy use, reducing waste.
Disadvantages:
Complexity: More challenging to design and maintain.
Higher Cost: Requires additional components and careful tuning.
Tuning Challenges: Control parameters need precise adjustments, which requires more time for setup and maintenance.
Diagnosis Complexity: Fault identification can be difficult due to system interdependence.
Components of Control Systems
Understanding the components that make up these systems:
Sensors: Devices that measure environmental or system changes, such as temperature, pressure, or humidity.
Actuators: Devices such as pneumatic cylinders, motors, and solenoid valves that manipulate system behavior based on control signals.
Controllers: Process sensor data and generate control signals, including hardware like PLCs (Programmable Logic Controllers), DCS (Distributed Control Systems), and various microcontrollers.
Practical Applications
The practical applications of these systems:
Programmable Logic Controllers (PLCs): Rugged industrial computers used to automate electromechanical processes such as factory machinery, amusement rides, and lighting systems.
Distributed Control Systems (DCS): Systems where autonomous controllers manage various control loops without centralized control.
Microcontrollers: Small embedded computers used in devices to perform specific tasks. These are used in a wide range of applications, including consumer electronics, automotive systems, and medical devices.
Open vs. Closed-Loop Examples
Concepts using industrial examples:
Open-Loop: A dust collector with filter pulsing controlled by a timer sequence. A screw or airlock that operates continuously, regardless of load or downstream process, and a butterfly valve that actuates without position sensing demonstrate the limitations of open-loop systems when dealing with varying loads.
Closed-Loop:A dust collector with filter pulsing controlled by differential pressure across filter bags is an example of a closed-loop system. Additional examples include a screw or airlock that operates based off of a weight or rate set point, or a butterfly valve that actuates based on position sensors.
HaF Equipment leverages extensive expertise and hands-on experience to deliver dependable, efficient, and customized control system solutions for a diverse array of industrial applications. Reach out to us today to explore how we can assist your organization in enhancing system control and offer essential guidance in the design and implementation of these closed loop solutions, ultimately optimizing your operational performance.
ABOUT THE AUTHORS
Brandon Johnson Brandon Johnson has been an engineer with HaF Equipment for the past six years. Most recently, Brandon has been working as an R&D Engineer.
Hector Ortiz Hector Ortiz is a Design Engineer. He joined HaF two years ago and has built a successful career in engineering with Team HaF.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT UStoday to discuss your next project and how our team can help from concept to system solution.
With over three decades of expertise in bulk material handling, we understand the critical importance of sanitation in food processing operations. Ensuring both hygienic construction and effective cleaning methods is paramount in minimizing the risk of bacterial growth and foodborne illnesses caused by pathogens such as Salmonella and E. coli. The World Health Organization estimates that nearly 1 in 10 people globally fall sick each year from contaminated food, underscoring the need for rigorous sanitary practices. At HaF Equipment, we prioritize these principles, integrating Clean-in-Place (CIP) and Clean-out-of-Place (COP) systems into our machinery to provide comprehensive, efficient, and safe cleaning solutions that support the highest standards of hygiene in the industry. By leveraging these advanced systems in cleaning food processing equipment, we help our clients maintain optimal cleanliness, enhance operational efficiency, and ensure the safety and quality of their products.
Clean-in-Place (CIP) vs. Clean-out-of-Place (COP) Systems
At HaF Equipment, we prioritize systems that support CIP and COP cleaning techniques.
Clean-in-Place (CIP): These automated systems clean the internal surfaces of process equipment without disassembly. Clean-in-Place (CIP) systems offer an efficient solution for enhancing the sanitation process in the food industry. By minimizing exposure to high temperatures and chemicals, they contribute to a safer workplace environment while also aiding in the effective management of water and chemical expenses. CIP is ideal for tanks, pipes, and pumps. When designing CIP systems, it is important to factor in additional components like extra ports, different gaskets, waterproof equipment, airlock dummy shafts, sprayballs, and wands to ensure thorough cleaning.
The benefits of CIP include:
Reduced Labor Costs:Automating cleaning saves time and manpower compared to manual cleaning.
Improved Safety: Eliminates the need for workers to handle harsh chemicals at high temperatures.
Enhanced Cleaning Consistency: Automated systems deliver consistent cleaning results every cycle.
Clean-out-of-Place (COP): Equipment unsuitable for CIP cleaning, such as fittings, utensils, and tank vents, is cleaned in a COP system. These components are submerged in a tank containing a hot chemical solution and agitated for a deep clean. In the COP procedure, the immersion washer is crucial in effectively cleansing items. These elongated tanks utilize powerful jets of detergent solution to create agitation and remove residues from processed materials and ingredients while they are immersed in hot water. Subsequently, the components undergo a thorough sanitization process to ensure a deep clean. Once cleaned, the parts are reassembled and reintegrated into the manufacturing equipment. It is important to note, however, that prior to immersing equipment in a COP tank, heavily solid equipment must be pre-rinsed. Failure to do so may result in the chemical bath becoming overloaded with excess debris, leading to re-deposition on the cleaned equipment. Larger items that cannot be fully submerged in the tank may obstruct circulation ports, impeding turbulence and hindering the cleaning process. In such cases, manual cleaning is recommended. Smaller and more intricate equipment parts are better suited for COP systems as they are typically inaccessible through CIP procedures.
Key points about COP systems are:
Effective for Complex Parts: Cleans intricate equipment parts that CIP systems may not reach.
Manual Pre-Cleaning Necessary: Heavily soiled items require pre-rinsing before COP cleaning to prevent overloading the chemical bath.
Visual Inspection Crucial: After cleaning, parts should be visually inspected or swabbed to verify cleanliness.
Choosing the Right Sanitary Design System
CIP and COP systems offer advantages, and the optimal choice depends on your specific needs. CIP systems generally require a higher initial investment but offer significant labor savings in the long run. The following table summarizes key differences between CIP and COP cleaning processes:
Feature
CIP System
COP System
Cleaning Method
Automated
Immersion
Disassembly Required
No
Yes
Labor Intensity
Lower
Higher
Initial Investment
Higher
Lower
Comparing CIP and COP Systems
Equipment
Both CIP and COP systems require a range of equipment. These can include:
Pumps
Heat Exchangers
Sensors (temperature, etc.)
Tanks
Flow Meter
Strainer
Dryer
Sprayball
Shared Benefits and Cleaning Chemicals
Both CIP and COP systems:
Enhance efficiency.
Reduce cleaning time and cost.
Improve the hygiene of equipment and manufacturing plants
Increase the lifespan of the equipment.
Are compliant with regulatory standards
Exceeds regulatory standards with the capability of cleaning deep crevices that are often overlooked during manual cleaning.
Tip: Using both systems will drastically improve overall cleanliness, potentially allowing a facility to forgo manual cleaning altogether.
Both systems utilize similar cleaning chemicals, typically including:
Caustic solution (breaks down bonds between contaminants and surfaces)
Acidic solution (neutralizes the caustic solution and removes mineral deposits)
The specific cleaning cycle steps will vary based on the equipment and product type.
A typical CIP cycle involves:
Pre-rinse
Wash
Intermediate rinse
Acid rinse
Sanitize
Final rinse
A typical COP cycle involves:
Dry cleaning
Rinse parts in the COP tank (with cool water under 80 degrees Fahrenheit)
Clean the equipment with a soap or chemical
Rinse the parts in the COP tank
Complete a visual inspection or swabbing (ensures the parts were adequately cleaned)
Sanitize the parts in the tank
Food manufacturers must invest in sanitary equipment design and implement effective cleaning procedures. By choosing systems that prioritize these elements, they can ensure a safe and hygienic production environment, safeguard their brand reputation, and promote consumer trust in their products.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT UStoday to discuss your next project and how our team can help from concept to system solution.
Whey protein, a byproduct of the cheese production process, plays a critical role in the bakery and cheese industries. Its high nutritional value and versatile applications have made it a key ingredient in numerous food products. For production decision-makers, it’s essential to understand the significance of whey protein in the context of bulk material handling equipment. This knowledge is crucial for optimizing production processes and maintaining a competitive edge in the market.
What is Whey Protein?
Whey protein is a complete protein derived from cow’s milk, containing all nineessential amino acids for human nutrition. It is also a valuable byproduct of the cheesemaking process. Enzymes are added to milk to separate the solid curds (used for cheese) from the liquid whey. This liquid whey is then processed to extract the protein, which is subsequently dried and often flavored for various applications.
Uses of Whey Protein in Industry
Whey protein is used extensively in the bakery and cheese production industries for several reasons:
1. Nutritional Supplements: Whey protein is a popular ingredient in dietary supplements due to its high-quality protein content and easy absorption.
2. Weight Management: In weight management products, whey protein promotes satiety and helps reduce overall calorie intake.
3. Clinical Nutrition: Whey protein is utilized in clinical nutrition to improve the health status of patients, especially the elderly, by enhancing their immune response and maintaining muscle mass.
4. Food Industry Applications: Whey protein is a versatile ingredient that enhances the texture, solubility, and shelf life of various food products such as ice creams, baked goods, and beverages.
Industry Overview
The global whey protein market is experiencing significant growth, driven by increasing health and wellness awareness and expanding applications in various sectors. North America and Europe lead the market due to their advanced health and fitness industries. Key players such as Glanbia, Nestlé, and WheyCo dominate the industry with extensive distribution networks and innovative product portfolios.
Whey Protein Production Process
1. Milk Collection and Pasteurization: Cow’s milk, containing 3.5% protein, 4% fat, and 4.6% lactose, is cooled and transported to cheese processing facilities. The milk is pasteurized to eliminate bacteria.
2. Separation: Enzymes are added to separate the milk into curds (casein) and whey. The liquid whey is then sent to whey protein manufacturing plants.
3. Processing: The liquid whey undergoes various treatments, including filtration and drying, to produce whey protein concentrate (WPC), which typically contains about 90% protein.
4. Flavoring and Packaging: The whey protein is flavored in high-speed blenders and packaged using specialized whey processing equipment such as dryers, mixers, and bag fillers.
Essential Whey Protein Processing Equipment
Drying Equipment: Dryers, screws, sifters, and magnets are used to remove moisture and ensure the purity of the protein.
Blending Equipment: Bag breakers, mixers, and airlocks are employed to blend the whey protein with flavors and other ingredients.
Packaging Equipment: Bag fillers, scales, bag sealers, and metal detectors ensure the final product is safely and accurately packaged.
For decision-makers in the bakery and cheese production industries, investing in advanced bulk material handling equipment is essential for an efficient whey protein production process. Partnering with a reliable equipment provider ensures the quality and safety of the products and enhances operational efficiency. By leveraging the expertise and technology offered by HaF Equipment, companies can stay competitive, meet growing market demands, drive innovation in their whey protein production processes, and maintain a strong market position in the dynamic industry.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT UStoday to discuss your next project and how our team can help from concept to system solution.
In the manufacturing sector, the threat posed by combustible dust demands a thorough approach to risk management. Central to mitigating these risks is the Dust Hazard Analysis (DHA). The DHA is a comprehensive report that details the specific hazards related to combustible dust fires, flash fires, and explosions, as well as the potential consequences of such events. A dust hazard assessment is vital for enhancing plant safety and ensuring the well-being of employees.
Identifying and Classifying Combustible Dusts
A successful Dust Hazard Analysis hinges on several criteria. The foremost of these is determining the explosive characteristics of various dusts, influenced by factors like quantity, particle size, and moisture content. Lab tests are essential to define explosibility parameters, including explosion severity, minimum ignition energy, and minimum explosible concentration. These tests help set the groundwork for implementing necessary safe manufacturing practices within the facility.
The explosibility of dust is categorized through the Dust Deflagration Index, which assigns Kst and Pmax values to measure the rate and maximum pressure of dust explosion, respectively. This index divides dust into four levels:
ST 0 – No Hazard: Powders in this category are considered non-combustible or have negligible combustibility. While they may not pose an explosion risk, other safety considerations like worker respiratory health may still be considered.
o Kst = 0 = No Explosion (Silica)
ST 1 – Low Hazard: Dusts in this category have a low explosive potential and require higher concentrations in the air to become hazardous. Proper handling and housekeeping can effectively manage the risks associated with the ST 1 materials.
ST 2 – Moderate Hazard: Powders with moderate explosibility fall into this category. While the risk is higher than ST 1, effective control measures and adherence to safety protocols can still mitigate the potential for dust-related incidents.
o 201-300 = Strong Explosion (Wood Dusts)
ST 3 – High Hazard: This classification includes dust with high explosive potential. Strict safe manufacturing practices, including specialized equipment and stringent preventative maintenance, are necessary to minimize the risk of explosions.
o Kst = 301+ = Very Strong Explosion (Aluminum, Magnesium)
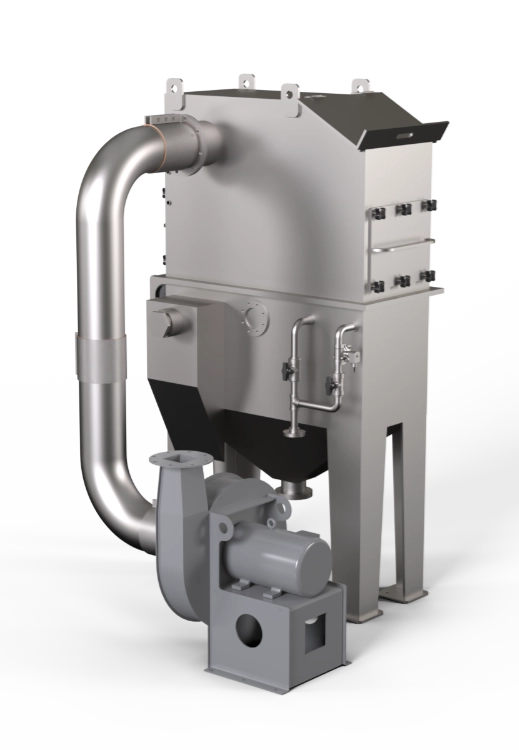
HaF's innovative Wet Dust Collector "Jango"
Key Factors for Effective Dust Hazard Analysis Implementation
An effective DHA involves a detailed assessment of the system in question, including analyzing dust types, particle sizes, concentrations, and potential ignition sources. Following National Fire Protection Association (NFPA) guidelines is crucial for identifying key safety areas.
A DHA can be conducted on-site by trained professionals who evaluate the facility’s environment, systems, and existing safety measures. Alternatively, a remote Dust Hazard Analysis might be considered, requiring facilities to provide extensive documentation of their processes and materials. However, an on-site evaluation is generally recommended for a thorough dust hazard assessment.
Supporting Safe Manufacturing Practices
Pneumatic conveying systems, widely used in manufacturing plants for moving and batching ingredients, present specific challenges related to dust explosion hazards. Integrating explosion mitigation equipment, such as vents, isolation valves, and suppression systems, is imperative for safe operations. Techniques like inerting, which involves introducing inert gases to reduce oxygen levels, are also employed to minimize the risk of dust explosions, especially with highly combustible materials.
The Role of HaF Equipment in Enhancing Dust Safety
HaF Equipment utilizes and supplies many design types that help address dust explosion concerns.
One way is HaF’s innovative Jango Wet Dust collector that uses water filtration to reduce static buildup, demonstrating our commitment to improving safety in manufacturing environments. Second, by having our team help customize a dense phase pneumatic conveying system option.
Another way HaF can help is by enhancing the layout design of your system. We can assist the manufacturing facility in positioning inlets, outlets, pipes, and bin locations so that they do not risk harm to operators, maximizing the benefit of flame quenches and isolation devices. HaF can assist with designing systems that minimize the risk of a spark. We can utilize special components, including magnets, to help lower that risk.
Last, our team of engineers can design systems utilizing an inert gas. We have solutions for inert gas closed-loop systems that help save on inert gas costs, while increasing the level of safety of the system.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT UStoday to discuss your next project and how our team can help from concept to system solution.
In the manufacturing processes, the movement and management of dry powders play a pivotal role in the production lifecycle of everyday goods that we enjoy. Industries ranging from food production to high-tech manufacturing rely on the efficient transfer of ingredients like flour, sugar, and various powders such as polyethylene, aluminum oxide, or carbon black. However, the challenge lies not just in the movement but in doing so effectively, efficiently, and without compromising the integrity of the materials. Here is where the dense phase pneumatic conveying advantage becomes evident, offering a superior method that surpasses traditional mechanical, manual, and dilute phase conveying approaches.
The Quest for the Optimal Conveying Method
Traditional methods of transporting powders, such as manual handling and mechanical conveyors, often fall short in terms of efficiency, cost, and practicality, especially over longer distances. Mechanical systems, for instance, come with a high maintenance burden and can struggle with the complexities of installation across expansive manufacturing floors.
Enter pneumatic conveying, a technology that leverages air to move powders through pipelines. Pneumatic conveying can be either vacuum or pressure conveying and dilute phase or dense phase conveying.
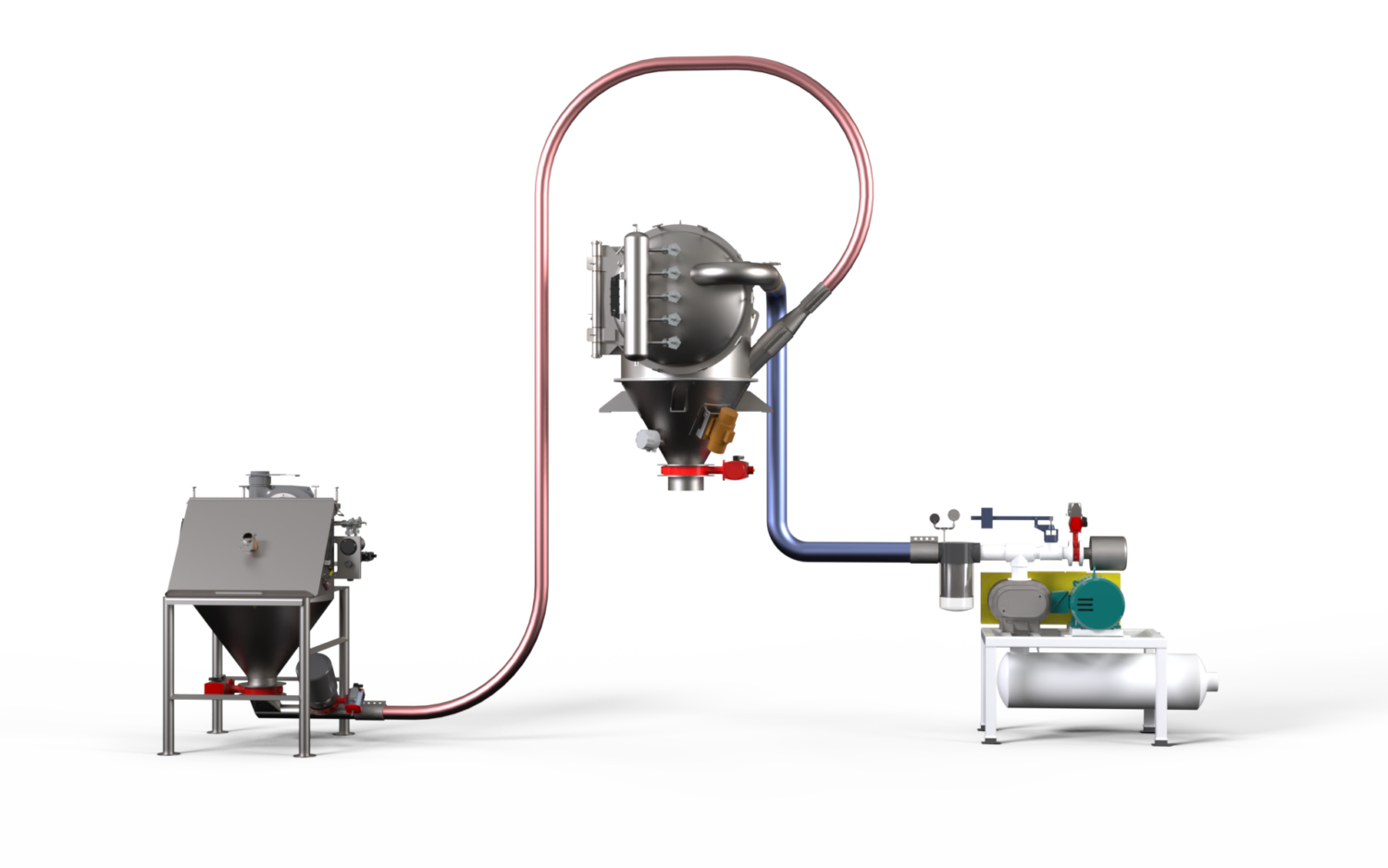
example of a dense phase vacuum conveying system
Dense Phase Pneumatic Conveying: A Superior Approach
Dense phase pneumatic conveying emerges as a standout solution, overcoming the limitations of other methods. Characterized by its high solid-to-air ratio and lower velocity, it ensures the gentle handling of materials, significantly reducing the risk of damage or degradation. This dense phase vacuum conveying system is particularly suited for materials with low permeability, though advancements have made it possible to convey even high-permeability materials like plastic pellets effectively.
The Engineering Behind Dense Phase Conveying
Dilute-phase conveying involves the suspension of powder or material within the pipeline, allowing for swift movement. This method is particularly advantageous when dealing with sturdier, non-abrasive materials with a low bulk density. The rapid conveyance facilitated by dilute phase systems is well-suited for applications where quick and efficient movement of materials is paramount.
Dense Phase
Implementing a dense phase pneumatic conveying system requires a pressurized tank capable of withstanding 20-60psig, equipped with multiple air inlets and a pressure relief valve for safety. Key components include a filter receiver and, potentially, a level sensor to prevent overfilling, ensuring smooth and continuous operation.
Advantages and Considerations of Dense Phase Conveying
The benefits of opting for dense phase conveying are numerous, from eliminating mechanical parts with mechanical conveyors and simplifying maintenance to the system’s flexibility in routing and distance coverage. However, technology is not without challenges. The potential for material damage due to excessive speed or pressure within the convey line necessitates careful system design and operation.
Tailored Solutions for Diverse Needs
Beyond fragile powders, dense phase conveying is also adept at handling abrasive materials, thanks to components like the dome valve, which is designed to withstand the rigors of such applications. This flexibility underscores the technology’s versatility and applicability across a broad spectrum of industries.
HaF’s Excellence in Pneumatic Conveying Systems
In material handling and conveyance, customization and innovation are key. At HaF Equipment, we specialize in designing pneumatic conveying solutions tailored to the unique needs and challenges of manufacturers. By collaborating with experts in the field, manufacturers can enhance productivity, reduce operational costs, and achieve unparalleled product quality.
Implementing dense phase pneumatic conveying represents a strategic move toward operational excellence in manufacturing. With its combination of efficiency, gentle handling, and versatility, it stands as a testament to the power of innovation in overcoming the complexities of modern production processes to become a system of efficiency, accuracy, and customization. As industries continue to evolve, the demand for customized solutions in handling bulk materials will only grow stronger, and HaF is prepared to lead the way.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT US today to discuss your next project and how our team can help from concept to system solution.
Pneumatic conveying in material handling is a highly efficient method of dry bulk material transport through a network of airtight pipelines. In this bulk conveying system, air is used as the medium to propel the materials from one location to another, eliminating the need for manual handling or traditional mechanical transport methods.
Key Advantages of Pneumatic Conveying Systems
Pneumatic conveying prevents contamination. The airtight nature of the pipelines ensures that no external elements can come into contact with the materials during transit. This makes it an ideal choice for industries where maintaining product purity is essential, such as pharmaceuticals and food processing.
Pneumatic material handling systems offer flexibility in terms of distance and direction. The materials can be transported horizontally and vertically, allowing tricky layout constraints to be mitigated. With proper design and sizing of the pipelines, long distances can be covered without compromising efficiency.
Pneumatic bulk conveying systems enable quick and convenient transfer between multiple points within a facility. Automatic controls allow for easy redirection of material flow, allowing operators to direct materials to different processing units or storage locations as needed.
Pneumatic conveying minimizes material degradation and loss. Unlike mechanical conveyors that often subject materials to excessive friction or impact forces, pneumatic conveying gently handles fragile goods like powders and granules, ensuring their integrity remains intact throughout transportation.
Pneumatic material handling systems require fewer moving parts. With only a blower to provide the air to move the product, there are no long chains or belts to worry about wearing out.
Dilute Phase and Dense Phase Pneumatic Conveying Systems
Pneumatic conveying systems are classified into two main categories: dilute phase and dense phase. The nuanced differences between these bulk conveying systems play a pivotal role in efficiently handling different types of materials.
Dilute Phase
Dilute-phase conveying involves the suspension of powder or material within the pipeline, allowing for swift movement. This method is particularly advantageous when dealing with sturdier, non-abrasive materials with a low bulk density. The rapid conveyance facilitated by dilute phase systems is well-suited for applications where quick and efficient movement of materials is paramount.
Dense Phase
In contrast, dense phase conveying utilizes pressurized air to move materials more slowly, making it ideal for fragile substances such as coffee beans, cereals, and pet kibble. The controlled and gentle movement provided by dense phase conveying proves crucial for maintaining the integrity of delicate materials, ensuring they reach their destination intact.
Moreover, dense-phase conveying systems go beyond fragility considerations. They are essential for transporting abrasive particles and preventing wear on pipes. Additionally, heavy materials that require substantial energy to be entrained in the air stream benefit significantly from the controlled movement facilitated by dense phase conveying.
Dense-phase conveying systems also play a crucial role in conveying blended and batched materials. This ensures that powders remain homogenous throughout the transportation process, mitigating the risk of separation in the air stream. This contrasts dilute phase systems, where varying particle sizes and bulk densities may lead to distinct segregation during conveyance.
Industries That Rely on Pneumatic Conveying
Pneumatic conveying systems play a vital role in numerous industries, offering efficient and reliable bulk material transport. Following are a few industries that rely heavily on these systems:
Pharmaceutical Sector. Pneumatic conveying enables the safe transfer of sensitive powders and granules without risk of contamination or cross-contamination.
Food Processing Industry. Food Processing Industry. Pneumatic conveying facilitates the gentle handling of fragile and perishable food products such as spices, flour, and sugar, ensuring their quality remains intact throughout pneumatic transportation.
Chemical Manufacturing. Pneumatic conveying enables swift and precise movement of hazardous substances like fine chemicals and detergents. The enclosed nature of these systems ensures worker safety by eliminating exposure to harmful substances. These bulk conveying systems can even be designed in closed-loop scenarios with inert gasses such as nitrogen.
Construction Industry. Pneumatic conveying transfers cement, sand, and other fine aggregates quickly and efficiently. The ability of bulk material transport over long distances using pipelines allows for seamless operations at construction sites.
Overall, pneumatic conveying systems offer flexible solutions across various industries by providing efficient material transportation that meets specific needs. With continuous advancements in technology and design, this dry bulk material handling equipment continues to revolutionize industries worldwide.
HaF’s Excellence in Pneumatic Conveying Systems
HaF Equipment stands out for its expertise in pneumatic conveying. Under HaF’s skilled guidance, pneumatic conveying goes beyond being a simple method of material transport; it becomes a system of efficiency, accuracy, and customization. As industries continue to evolve, the demand for customized solutions in dry bulk material handling will only grow stronger, and HaF is prepared to lead the way.
ABOUT HaF
HaF Equipment offers turnkey services for projects big and small. Our team understands the concerns of our customers and takes the time to listen. We develop a plan and communicate along the way. If you need someone you can trust and want to eliminate the stress of managing all the details of your next project, HaF is Ready To Connect.
CONTACT US today to discuss your next project and how our team can help from concept to system solution.
Success hinges on every measurement in manufacturing. Accuracy and precision in material handling equipment are essential to achieving success. They must be a top consideration when deciding which equipment to choose. HaF Equipment, a leading industrial equipment manufacturer, understands the pivotal role these factors play and ensures their focus on the reliability, safety, and performance of their products.
Understanding Accuracy and Precision in Material Handling Equipment
Accurate measurements reflect how closely a value aligns with the true or actual measurement, while precision indicates the consistency and reproducibility of a measurement. In the context of material handling equipment, such as feeders, weighing, and metering devices, achieving accuracy and precision is paramount for seamless operations.
EXAMPLE: Imagine you are throwing darts at a target. If all your darts hit the bullseye, your throws are accurate and precise. However, if your darts consistently land on the same spot, but that spot is different from the bullseye, then your throws are precise but not accurate. Conversely, if your darts are scattered all over the target, they are neither accurate nor precise.
The Importance of Tolerance in Measurement
Tolerance, allowing for deviations from specified values, is a critical concept in manufacturing and engineering. For HaF, setting agreed-upon limits within feeding systems ensures everyone involved understands the parameters, fostering successful collaboration in system design and functionality.
Tolerance is crucial in ensuring that components fit together accurately and adhere to specified standards in manufacturing. Without tolerance, minor measurement discrepancies could result in unsuitable or hazardous products. By accommodating a certain level of deviation, manufacturers can produce top-quality products that meet the required standards while allowing for some variability in the manufacturing process.
Rotary Airlocks: Factors Influencing Accuracy and Precision
When designing systems that include rotary airlocks as metering devices, HaF acknowledges the multitude of variables that can significantly influence accuracy. By prioritizing the evaluation of factors like pocket size, rotor speed, and blow by air, HaF ensures the attainment of the desired accuracy rate through meticulous sizing and design, taking into account variables such as leakage, particle size, material, pocket full percentage, rate, bulk density, flowability, and head pressure.
Challenges in Precision Manufacturing
Challenges in precision manufacturing extend to various components, such as screw feeders and load cells. Using different types of screw feeders introduce variability, affecting both precision and accuracy. Load cells, susceptible to factors like balance points, supports, rigidity, air force, and flex connections, necessitate careful calibration with certified test weights. Storage silos, subjected to environmental elements like wind and rain, can cause movement, which can change pressure around silos, and require consideration of variables affecting load cells.
Precision in Manufacturing Across Industries
Precision manufacturing is a universal need, extending beyond material handling to aerospace, medical devices, electronics, and automotive industries. Even slight deviations from specifications in these sectors can have profound implications for safety, performance, and reliability. By leveraging advanced technology and processes, manufacturers can achieve greater product accuracy and consistency, resulting in improved performance, reliability, and safety.
HaF’s Commitment to Operator-Centric Equipment
Precision and accuracy are the cornerstones of success in the competitive landscape of material handling equipment manufacturing. HaF Equipment stands as a testament to the commitment to these principles, offering products and comprehensive solutions that ensure the highest standards of quality, reliability, and safety.
For your current or upcoming project, trust HaF to deliver excellence. Contact HaF today to experience the difference accuracy and precision in material handling equipment can make on your operations.
By keeping our finger on the pulse of the tire industry, HaF Equipment is ahead of the curve. The manufacturing of our equipment focuses on operator-centric designs and our proven processes for success to support our major markets, making HaF Equipment more than just a great equipment manufacturer. Our systems are equipped with advanced automation features that minimize human error and increase overall production speed further. We are your partner in excellence, committed to your success through service with integrity, purpose, and ingenuity. By designing innovative solutions for bulk material handling, we meet today’s manufacturing challenges head-on to break through the status quo.
HaF has the expertise and experience to accommodate a wide range of needs when it comes to material handling and equipment manufacturing. We’re Ready to Connect with you and offer a customized solution and discuss your specific project needs.
The tire industry is one of the most important manufacturing industries in the world. Every year, millions of tires are produced to meet the needs of consumers, both domestically and internationally, and new tire concepts – including electric vehicles, smart tires, and sustainability – will drive future growth in global tire sales. As a result, Smithers forecasts future growth will continue at a compound annual growth rate (CAGR) of 4.3% (by value) through to 2026, pushing global value to $325.6 billion (at constant prices) and volume to 2.80 billion tires.
The World's Largest Tire Manufacturers
As of 2021, Michelin isthe world’s largest tire manufacturer, followed by Bridgestone (Japan), Continental (Germany), Goodyear (United States), and Sumitomo (Japan). Despite their dominance, there are hundreds of tire manufacturers around the globe that make up the global tire industry, and each manufacturer has their own unique production system. As tire technology continues to evolve, manufacturers must strive to create better-performing tires while reducing their environmental impact and adhering to specific regulations set by governing bodies like the Tire Industry Association (TIA).
Machinery for Tire Manufacturing
Tire manufacturing is a complex process that requires specialized machinery and methods for safety, efficiency, and quality assurance. The tire manufacturing process is highly variable as tires are composed of many different raw materials, such as rubber, steel, fabric, and other chemicals. To ensure consistent production of a high-quality product that meets international safety standards, manufacturers must choose the right tire manufacturing equipment for efficiency.
Industry-recognized tire manufacturing machines play an essential role in streamlining production while increasing safety on the factory floor. All parts of the tire-making process must be accounted for, including mixing ingredients, molding, and curing rubber strips together with other components of the tire structure. Highly automated systems allow manufacturers to produce large volumes of tires in less time with fewer errors than manual operations.
How HaF Machinery Helps Tire Manufacturers
In the ever-evolving world of tire manufacturing, the incorporation of cutting-edge equipment is crucial to meet growing demands for efficiency and quality. With HaF equipment, tire manufacturers can experience enhanced efficiency in several key areas.
Storage
Unloading and Transport
Batching of raw ingredients for different rubber compound recipes
Dust Collection
By keeping our finger on the pulse of the tire industry, HaF Equipment is ahead of the curve. The manufacturing of our equipment focuses on operator-centric designs and our proven processes for success to support our major markets, making HaF Equipment more than just a great equipment manufacturer. Our systems are equipped with advanced automation features that minimize human error and increase overall production speed further. We are your partner in excellence, committed to your success through service with integrity, purpose, and ingenuity. By designing innovative solutions to bulk material handling, we meet today’s manufacturing challenges head-on to break through the status quo.
HaF has the expertise and experience to accommodate a wide range of needs when it comes to material handling and equipment manufacturing. We’re Ready to Connect with you and offer a customized solution and discuss your specific project needs.
Flour is an important ingredient in baked goods, pasta, and many other foods, and wheat flour is one of the most universal ingredients used in food production worldwide. In 2018, of the approximately 765 million tons of wheat crop,53% (or 402 million tons) were used to make wheat flour. More wheat flour was produced than sugar (166 million tons), salt (290 million tons), and soybeans (349 million tons).
The flour-making process is fairly simple; however, the flour production processon a large scale is complex and labor-intensive, and proper material handling of flour is a critical part of successfully processing flour for commercial use. An efficientflour handling system will help to reduce production costs and improve product quality. Flour production best practices include:
Easy to clean equipment: The use of material handling equipment that is designed with minimal crevices and grooves and can easily be cleaned
Automation: The use of material handling equipment with sensors and automation to control the flow of material
Implementing strict cleanliness protocols
Safety: Design systems that are safe and train employees in safe lifting and moving techniques
EASY-TO-CLEAN EQUIPMENT IS CRITICAL!
What do you mean flour is raw?!
This might surprise some of you, but all that flour is a raw ingredient. Flour isn’t “raw” because it is a product component the way sand is the “raw” ingredient of glass. Flour is “raw” in the same way that uncooked meat and poultry are “raw.” Flour is minimally processed during its creation, meaning there is still lots of bacteria in the flour, even in the bags you buy at a grocery store. None of that matters once the flour is used, as many applications of flour heat the flour to the point where most, if not all, of the bacteria are killed. But this means that the flour is highly susceptible to spoiling if not properly stored.
To make sure that flour successfully goes from field to food, there are a variety of important requirements that must be met so that the flour is moved and stored in a safe and sanitary manner.
Flour handling systems equipment needs to be cleaned regularly. The HaF Moovinator is a horizontal load filter receiver that is designed in a pneumatic conveying system to be easy to clean. Below is an image of the HaF Moovinator. When the filter bag access door is opened, there is easy access and a good “line of sight” for the operator to clean out the equipment.
HaF Moovinator filter receiver
Safety and Sanitary Measures When Handling Flour
Considering humidity levels is one of the most important factors when storing or moving flour. Bacteria such as salmonella and E. coli can quickly propagate in flour when exposed to even mildly humid air. That’s why dehumidifiers and airtight storage are necessary when storing flour for commercial food processing, especially in tropical climates near the equator. Humidity can also cause the flour to clump, leading to difficulty transporting it through pneumatic systems and improper mixing when producing products where flour is used.
When designing a flour handling system, several things must be considered.
The construction materials and the equipment’s sanitary design level. Stainless steel and food-grade construction are critically important.
Theflour equipment build must be checked to ensure no pits, crevices, or holes where material can stagnate, spoil, and infect the rest of the flour. This includes checking for airtightness on flour storage equipment. Imperfections will allow humid air to enter the system, raising the chance of bacteria growth in the flour.
In a facility that handles bulk flour production, there are many elements present for a dust explosion or fire to occur: fuel, confinement, dispersion, oxygen, and a spark. An effective and properly operating industrial dust collector and dust collection systemminimizes the risk of fire or explosion and must be considered when designing a flour handling system.
Summary: Proper flour material handling is a critical part of a successful flour production process for commercial use, and an efficient material handling system will help to reduce production costs and improve product quality. Commercial manufacturers can help protect the consumer, their output levels, and ultimately their bottom line by investing in high-quality flour processing equipment.
HaF Equipment specializes in the design and supply of flour processing systems, focusing on the details of sanitary design. We call it “tool-free-quick-take-apart” equipment. Our flour handling systems can also incorporate explosion mitigation equipment.
We use cookies, pixels, and similar technologies to collect information about your use of our website. We use this information for marketing and analytics purposes, and to give you a better experience on our site. This information may also be shared with our social media, marketing, and analytics vendors. By proceeding, you consent to our use of your information in accordance with our Privacy Policy.OkPrivacy policy