By: Caleb Meyer and Caroline Harrington
Every day people use salt, and most people associate salt with baking or cooking at home. Perhaps they associate it with deicing roads during an icy winter if they live in colder climates. However, in manufacturing, we associate salt with bulk processing and its importance to industries ranging from food manufacturing, animal feeding, pharmaceuticals, chlorine production, textiles, and oil.
Salt is a common ingredient in many industrial and manufacturing processes but can be corrosive to machinery. When salt comes into contact with metal, it causes the metal to oxidize, leading to rust and other damage. Moisture accelerates this process and is particularly damaging to machinery used in wet or humid environments. Over time, salt corrosion causes parts to break down and fail, leading to costly repairs, replacements, and downtime! To prevent salt damage, regularly cleaning and lubricating machinery is necessary to remove salt from work areas as soon as possible to extend the life of the manufacturing equipment and avoid loss of revenue.
Use of Salt in Manufacturing
Salt handling in manufacturing is not uncommon, and interestingly, the decision to use salt is made based on how its chemical structure will interact with the materials used. For example, salt interacts with water to lower its freezing point. When used on roads, it results in safer roads. Salt is also used to prepare textiles before dying, in oil drilling as a lubricant and cooling agent for the drilling head. Of course, everyone knows that salt is a common ingredient in baking and cooking to add flavor to our favorite foods and desserts! However, there are material handling challenges when it comes to manufacturing with salt. When used extensively, salt breaks down the oxide film of metals resulting in pitting. Its abrasive nature also wears away at materials and tends to clump up in humid environments presenting a material handling challenge.
Material Handing Challenges in Production When Using Salt
Salt is formed from the reaction of an acid and a base to create an ionic salt and water. In its solid-state, salt forms crystals in the face-centered cubic close packing atomic crystal packing structure. This arrangement allows the salt to be a good conductor of electrical current. When salt is dissolved in water, the positively and negatively charged ions dissociate to create a brine. When the brine is in contact with iron-rich metals it not only puts oxygen atoms in close contact with the metal but also provides an ideal environment for free electrons in the iron structure to bind with the oxygen resulting in the formation of rust and eventual corrosion.
What Manufacturers Should Know When Handling Salt
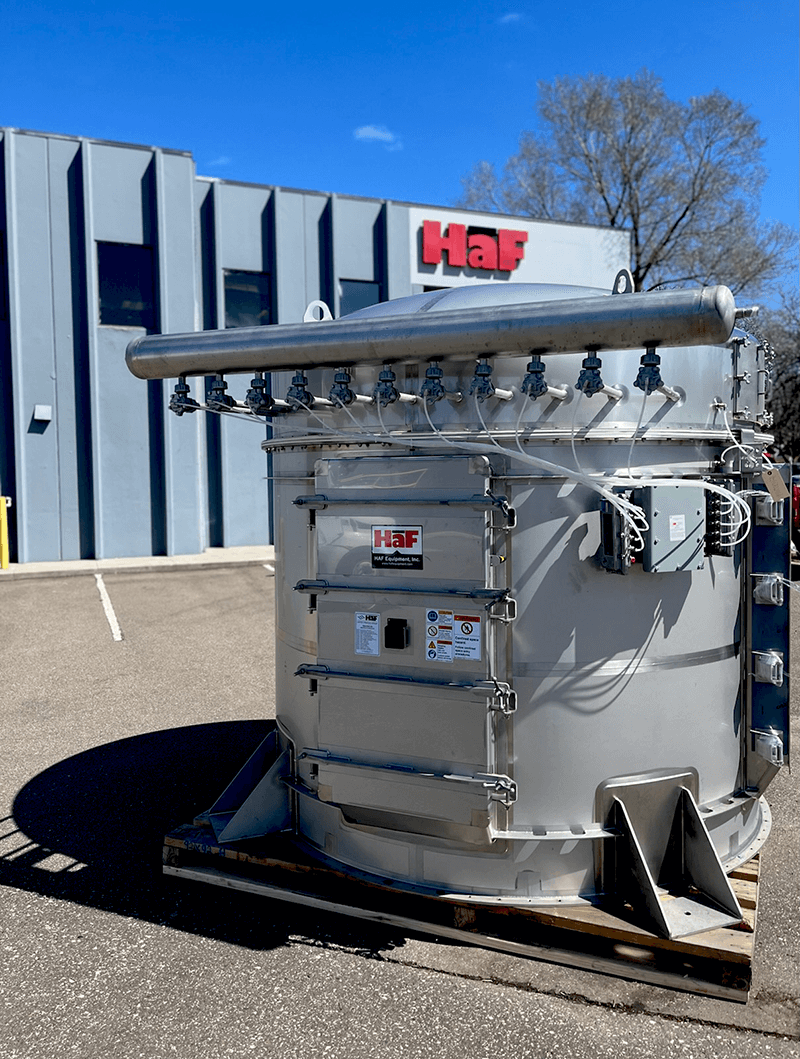
From a material handling equipment manufacturer’s point of view, we know the destructive nature of salt on equipment; poorly made and maintained equipment allows that destruction to escalate. Salt can quickly wear manufacturing equipment down and ruin products when mismanaged—understanding the frustrations and challenges of the manufacturing industry drives HaF Equipment to design solutions to material handling systems that can handle related material handling problems when using salt in manufacturing. At HaF Equipment, we address salt’s corrosive and abrasive nature in our designs by:
- using the best choice of stainless steel for all equipment.
- designing tool-free-take-apart equipment that’s easy to clean
- designing to minimize nooks, crannies, and crevices where corrosive materials can lodge.
- keeping the system dry
In a process where ambient humidity will ruin the product, HaF can integrate a dehumidifier and design all welds in either food grade or USDA grade standards when necessary. HaF also incorporates a series of pistons as flow enhancement tools to blow cool, dry air over the salt to reduce ambient humidity and uses pneumatic thumpers to break up clumps so that they will not form due to settling.
HaF has the expertise and experience to accommodate a wide range of needs when it comes to the material handling of strong chlorides such as salt. We’re Ready to Connect with you and offer a customized salt handling solution and discuss your specific project needs.
Contact a HaF account manager today to discuss your options.
You May Also Like:
Flour Production and Material Handling
Turnkey Manufacturing Solutions