by Maria Buss and Will Aldrin
As the world looks for ways to become more environmentally friendly, many industries are turning to renewable energy sources. Manufacturing is one of them.
In recent years, there has been a growing interest in using renewable energy sources in manufacturing. One of the most promising renewable energy sources is wood pellets in manufacturing. Wood pellets are a type of biomass used to create heat and power. Manufacturing plants that use wood pellets can reduce their emissions of greenhouse gases and other pollutants. In addition, there are other advantages of wood pellets being used in manufacturing.
- Wood pellets are biomass, a renewable resource, so they can help reduce dependence on fossil fuels.
- Wood pellets are relatively inexpensive and easy to transport.
- Wood pellets have a high energy density and can create a lot of power without taking up much space.
However, there are some disadvantages of wood pellets being used in manufacturing, and if you’re a wood pellet manufacturer, or a manufacturer using wood pellets as an energy source, here are some things you should know.

Challenges for Wood Pellet Manufacturers
As a renewable and sustainable energy source, industrial wood pellets in manufacturing have been gaining popularity in recent years. But there is a downside to this otherwise environmentally friendly fuel: it can damage manufacturing equipment.
- Wood pellets are made by compressing sawdust into small, hard nuggets. This process creates a lot of heat and friction, which can cause wear and tear on equipment. In addition, the high pressure needed to compress the sawdust can result in corrosion and other problems for wood pellet manufacturing equipment. Therefore, the equipment used must be designed to sustain these especially harsh conditions.
- Sawdust is very fine, sometimes almost like a powder, and there can be challenges from plugging and buildup. As with any manufacturing that involves powder, special considerations need to be made when handling wood pellets. Otherwise, particles can easily get trapped in the nooks and crannies of equipment, causing equipment damage and potentially becoming airborne, contaminating the air.
Disadvantages of Wood Pellets Being Used in Manufacturing as An Energy Source
While there are several advantages of wood pellets being used as a fuel source, manufacturers must be aware of the potential for damage to their equipment. Proper maintenance and care can help minimize the risk of problems, but it’s important to be aware of the potential issues before switching to wood pellets. Here are some dangers of wood pellets:
- Wood pellets can be difficult to store and handle.
- Wood pellets are made from compressed sawdust and other wood waste products, creating powder-like dust. The dust from the pellets can build up on surfaces and eventually cause problems with the equipment.
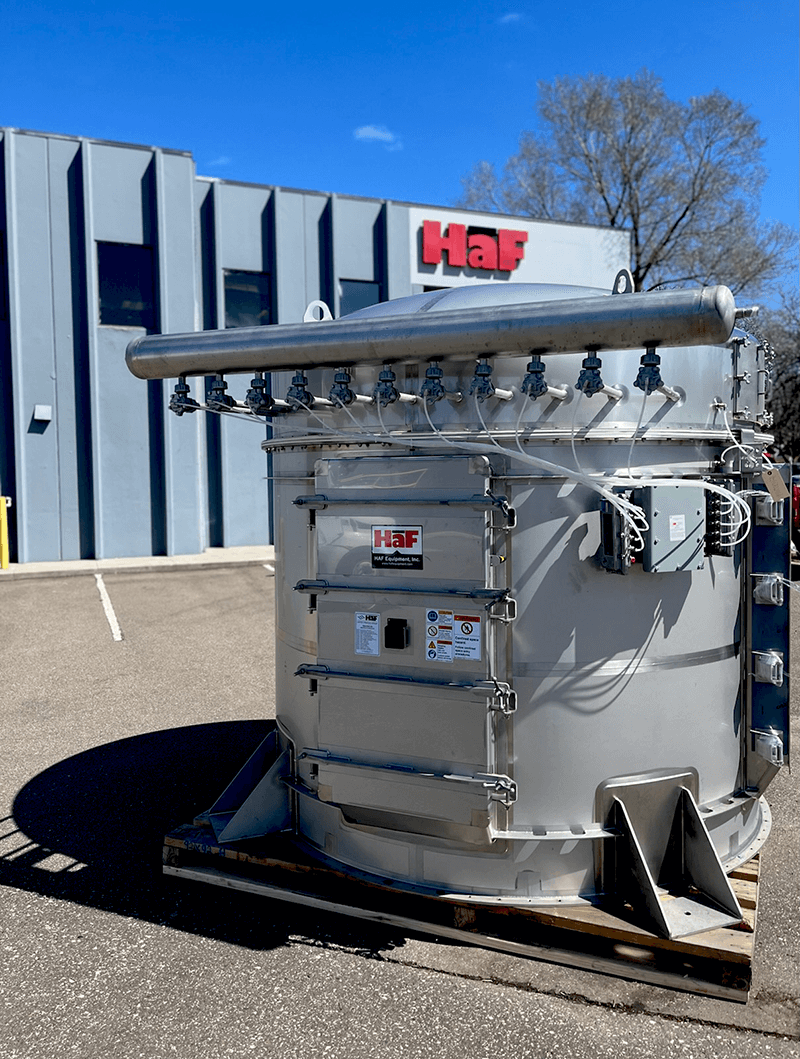
HaF Equipment’s H-Series material handling equipment is ideal for manufacturers using wood pellets as an energy source and for wood pellet manufacturers.
The H-Series is high-quality pre-engineered equipment. This line of Ready-To-Go equipment features “Tool-Free Quick Take-Apart” which is designed for dependability, efficiency, and the capability for it to be easy to clean.
HaF’s Ready-To-Go Equipment includes:
If proper material handling of wood pellets or other biomasses is a critical part of successfully processing your products for commercial use, HaF Equipment is Ready to Connect.
Contact a HaF account manager today to discuss your options.
You might also like: